关键词 |
茂名振动时效仪,振动时效仪厂家电话,广东振动时效仪,江苏振动时效仪 |
面向地区 |
全国 |
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
振动时效去应力设备主要工作过程
1.振前扫描:开机后,对工件进行从0-10000频率范围内的振动情况进行扫频处理,从而找到适合被时效处理工件的时效频率并未后期数据处理判断提供依据
2.寻找振动时效亚共振点:经过振动时效扫描后,根据扫描的数据,计算有效的亚共振频率点,并选取合适的振幅。
3.时效进行中:按照振动时效亚共振点的数据进行恒福振动时效,应变有效消除残余应力。
4.振后扫描:时效过程结束后,对被时效工件重新进行扫频处理,配合国家标准,判断此次振动时效效果是否有效
5.打印数据:对整个时效过程及结果的曲线及数据进行打印处理,以便有效保存此工件的应力消除数据。
振动时效设备的实质是以共振的形式给工件施加附加动应力,当附加动应力与残余应力叠加后,达到或超过材料的屈服极,工件发生微观或宏观塑性变形,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定 。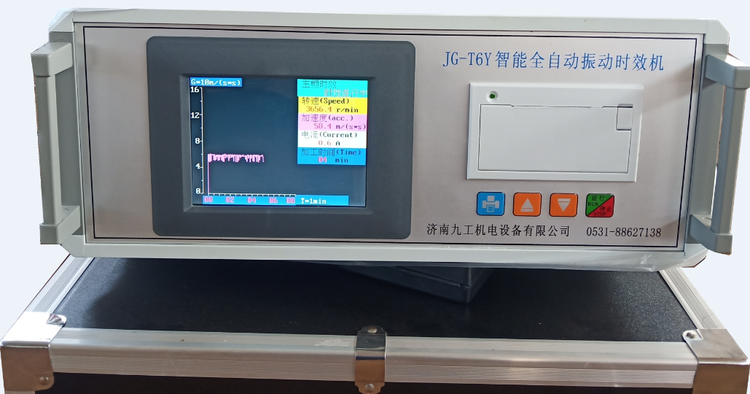
从宏观的角度分析,振动时效使零件产生塑性变形,降低和均化残余应力并提高材料的抗变形能力,无疑是导致零件尺寸精度稳定的基本原因。由振动时效的加载试验结果可知,振动时效件的抗变形能力不仅未经时效的零件,也经热时效处理的零件。
从微观方面分析,振动时效设备可视为一种以循环载荷的形式施加于零件上的一种附加的动应力。
从错位、晶格滑移等金属学理论上解释,其主要观点是振动时效处理过程实际上是通过在工件的共振状态下,给工件的每一部位(晶格)施加一定的动能量,如果施加的这个能量值与微观组织本身原有的能量值之和,足以克服微观组织周围的井势(恢复平衡的束缚力),则微观区域必然会产生塑性变形,使产生残余应力的歪曲晶格得以慢慢地恢复平衡状态,使应力集中处的错位得以滑移并重新钉扎,达到消除和均化残余应力的目的。
济南九工机电设备有限公司生产销售:振动时效仪,超声冲击设备,应力检测设备和超声波探伤设备,工厂,没有代理商赚差价,价格实惠,性能。