关键词 |
新款时效振动机,日照时效振动机,多功能时效振动机,多功能时效振动机 |
面向地区 |
全国 |
时效振动机源自于敲击时效。通过设备使工件在固有频率下产生共振,使周期性的动应力与残余应力叠加,使工件局部产生塑性变形而释放应力。从而降低和均化工件内部的残余应力,使工件尺寸精度达到稳定。
随着科技的发展,对时效的要求越来越高,时效振动机由于时效效果好、对工件的尺寸稳定性强、经济实用、投资少、节能显著等优点,逐渐取代传统的自然时效和热时效,越来越广泛地应用于实践中。公司工程技术人员与结构实验室的、研究探索,开发出在同行业中某些技术指标,具有地位的性能可靠的设备,产品的功能的时效振动装置。
振动时效的实质就是金属晶粒之间的位错移动、增殖、塞积缠结的过程,振动时效的效果是由位错密度变化和位错组态变化的 结果。
由于各种零件的结构和重量不同,残余应力的大小分布不同,振动时效选用的振动时间也应有所不同。振动时间的长短对振动时效的效果,尤其是获得佳技术和经济效果是有一定的影响的。除英国的振动时效工艺外,其他包括中国在内的所有国家所选用的都是长时间的亚共振处理方法。华云时效设备一般仅需要30min左右即可。振动时效技术消耗能量仅为热处理的3%-5%,完全不产生废渣废气,对环境没有污染的!是属于绿色环保技术!
振动时效设备的构造和工作过程详解
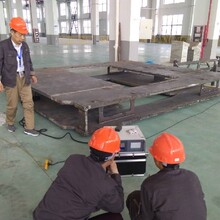
机械加工过程中,为了零件在毛坯或粗加工情况下仍然具有的切削性能,需要对毛坯或粗加工的轴类零件进行消除内部剩余应力的处理。这种消除内部剩余应力的处理技能主要有两种,一种是调质处理,另一种是振荡时效消除应力。其中,振荡时效处理是经过振荡的方法给轴类零件施加一个动应力,当施加的动应力与轴类零件自身的剩余应力叠加后,到达或材料的微观屈从极,轴类零件就会发生微观或宏观的部分、全体的弹性塑性变形,一起下降并均化轴类零件内部的剩余应力,终究到达避免轴类零件在车削等精加工工序及投入使用后的变形与开裂,稳定轴类零件的尺寸与几许精度。 现在,对包括轴类零件在内的零件进行振荡时效处理的遍及方法是,将毛坯或粗加工好的零件从机床上卸下,搬移至振荡时效处理场地、放置在具有必定弹性的支撑体上,再将激振器安装在被处理零件上、经过激振器对被处理零件输出消除内部剩余应力的激振力,待振荡时效处理好后,再将零件搬移至对应机床进步行相应的精加工。
振动时效技术优势
振动时效工艺耗能少(是热时效的2%左右)、设备投资少、,其在节能、减少环境污染和提高产品性能方面有的表现,使得这一高新技术在各行各业中有广泛的应用前景。经实践证明,振动时效处理的弹性体其残余应力可以被消除20%~80%左右,提高使用强度和疲劳寿命,降低应力腐蚀,防止和减少由于热处理、机械加工等工艺过程造成的微观裂纹的发生。同时,由于设备简单易于搬动,可以在任何场地上进行现场处理,不受构件大小和材料的限制,从几十公斤到几十吨、上百吨的构件都可以使用振动时效技术。
振动时效的过程实质上是金属材料内部晶体位错运动、增殖、塞识和缠结的过程
振荡时效在安稳工件尺度精度、提高抗静、动态荷载变形能力方面,均优于热时效。这也是机床行业很多应用振荡时效工艺的原因之一。