关键词 |
出售马弗炉,马弗炉报价,威海马弗炉,马弗炉报价 |
面向地区 |
全国 |
硅钼棒通常可使用的炉体温度为1600℃-1750℃,广泛应用于冶金、玻璃、陶瓷、磁性材料、耐火材料、晶体、电子元器件、窑炉制造等领域、是产品高温烧结时的理想发热元件。
控制系统集成在炉体上。选用智能程序温控仪,温度曲线的调节通过设定自动控制进行。过线性组合构成控制量,对控制对象进行控制。 温控仪接受热电偶检测的信号,控制电力模块。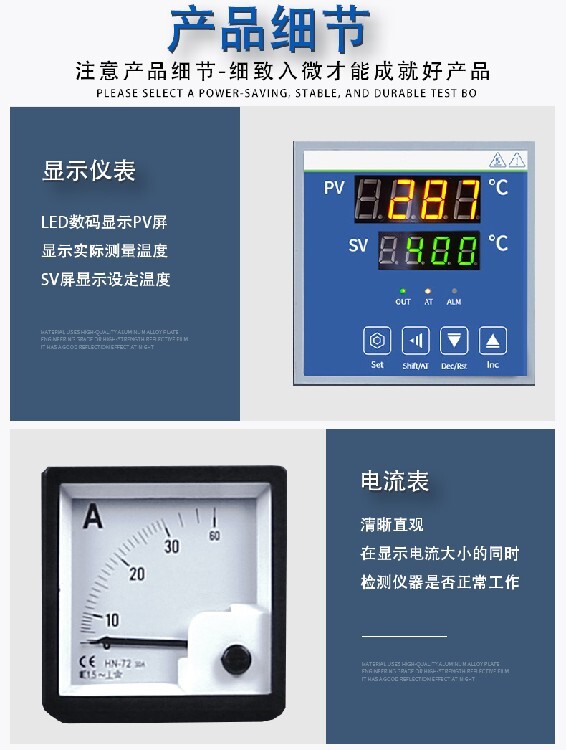
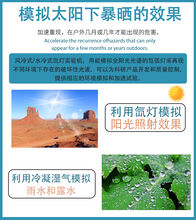
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。
蜗壳对风机性能影响很大,若去掉蜗壳,风机性能将下降 50%以上。热风箱式炉采用双循环方式,风机置于炉体后部,两侧共两个循环风道,后部蜗壳双向出风。在热风腔体中,由于空间有限,蜗壳的扩张段较短,出口面积大,气流压力损失较大。在设计蜗壳时,导流片的形状应力求扩散合理,导流片数量以4~8片为宜,导流片安装角度根据叶轮形状和流量大小而定。蜗壳的宽度设计时以不碰到叶轮为准。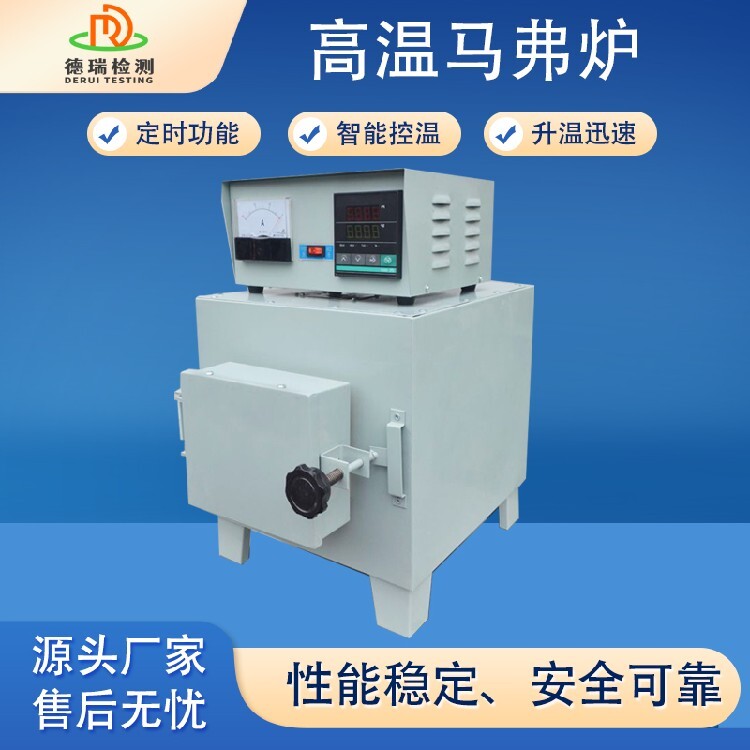
箱式炉系统以下拉式菜单组织人机界面。下拉式菜单明确标志着用户所处的操作窗口,使用户清楚当前操作的性质,窗口下面的提示行明确提示着在该窗口下允许的操作及操作方法,使本系统极易使用。 错误信息和比较复杂的汉字输入,都通过弹出式窗口给出,这使得系统非常便于操作。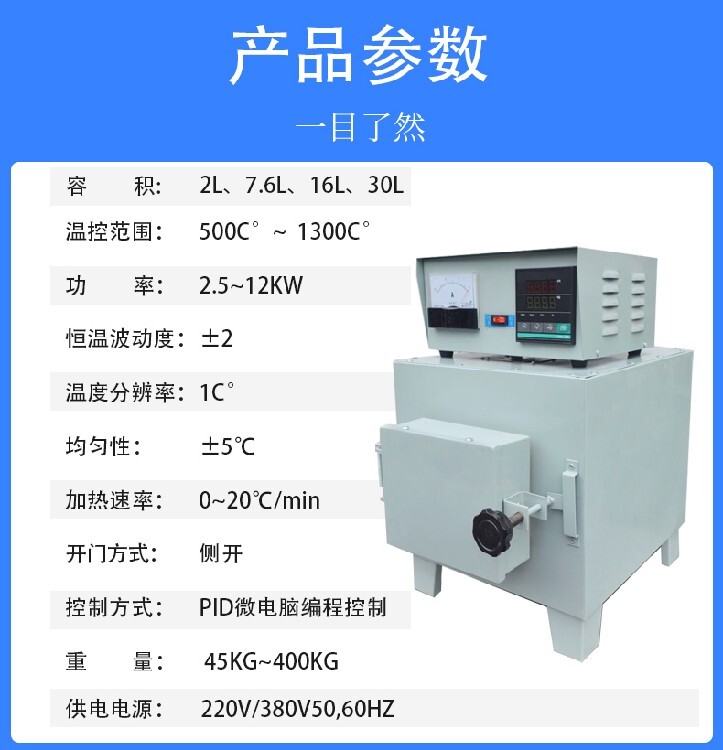
箱式炉的工艺库的设计与零件生产紧密结合,工艺中包含零件处理前、处理时和处理后的各项记录信息,便于监控和查阅。在零件处理过程中,提供在线修改工艺的功能,并可在自动控制过程中加入人为控制因素,使得对零件处理结果的控制更加灵活。 用于模拟计算的参数可调,了对层深要求的各种零件计算结果的准确性。白件入炉后,监控模块就对其监视跟踪,直至出炉。零件处理结果记录中包括零件的入炉时间、出炉时间、处理过程曲线和终处理结果,并可 随时查阅和打印,便于质量跟踪。系统可控制“油淬无中冷”、“油淬带中泠”和“气淬”三种工艺过程,并可实现碳共渗。
箱式炉的“在线监控器”功能通过对现场数据的采集和计算,能够自动补偿因短时间停电、炉况不稳定等故障对零件所造成的影响,很好地完成渗碳后期的碳浓度分布调整。当因故障退出控制过程再重新开机时,在线监控器将根据记录的数据推算出故障期间零件内的碳层浓度分布,并给出几种不同的处理零件的方法,当需要继续处理时,在线监控器将以此结果作为初始浓度分布,接着完成整个工艺过程。
炉温控制
1、炉门加装电热元件,这样可以提高炉门口处的温度,改善炉子的温度均匀性。高温箱式炉是电阻丝加热方式,在均温性测试过程中,从测试数据中分析出某一面测试点温度低,通过调整电阻丝的加热电流,使炉温的均温性达到工艺要求。
2、沿炉子长度方向,合理布置功率(电阻丝),可在炉口处增加一些功率,也可采用分组分区控制方法。
3、设置风扇,强制炉子气体对流,这样可以地提高炉温均匀性。
4、改善炉子外壳的油漆颜色,物体颜色不同,其辐射系数也不同,根据实验炉子的外壳喷涂银灰色或黑色漆,炉子外层空间散热可下降。
5、改进温度控制系统,采用适当的炉温调节方法。采用PXR型温度控制仪表,改变控制方式为PID连续控制方式,代替模拟仪表后,炉温均匀性可满足生产工艺要求。
箱式电阻炉和管式炉的区别
1、外型:管式炉的体积和空间相对较小,而箱式电阻炉炉相对来说空间较大,适合加工体型较大的物品。
2、加热元件:管式炉和箱式炉的加热元件都是硅钼棒,不同的是管式炉内的气氛流通,箱式炉内的气氛不流通。
3、燃烧处理:管式炉的燃烧方式是将材料放入石英管内,然后将石英管插入炉膛进行加工。而箱式炉则是直接将材料放入炉膛进行加工。
4、加工材料:管式炉以加热轴类和长条类材料更多一点,则箱式炉通用性更高一点。
| 主营行业:恒温恒湿房 |
| 公司主营:恒温恒湿试验箱,冷热冲击试验箱,快速温变试验箱,恒温恒湿试验房 |
| 主营地区:广东东莞 |
| 企业类型:有限责任公司 |
| 注册资金:人民币500万 |
| 公司成立时间:2021-10-22 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2005-01-01 至 2032-01-01 |
| 最近年检时间:2022年 |
| 厂房面积:3000平方米 |
| 是否提供OEM:是 |
| 质量控制:内部 |
| 公司邮编:523000 |
| 公司电话:0769-81330059 |
| 公司传真:0769-81330059 |
| 公司邮箱:51037070@qq.com |
| 公司网站:www.deruitest.com |