关键词 |
PE钢塑转换接头报价,上海PE钢塑转换接头,PE钢塑转换接头批发,PE钢塑转换接头尺寸 |
面向地区 |
全国 |
钢塑转换管件安装要求:
1、钢塑转换管件应在温度5℃~+40℃施工条件下进行安装,必要时可使用特殊的机械安装工具。
2 、钢塑转换管件应具有足够大的刚性支撑表面以避免在安装过程中变形。弯管式钢塑转换管件仅适用于引入管的立管部位。
3 、防腐时地上部分需没有裸露的接头,中间接头自搭接压在缠绕带的底下。
概述:
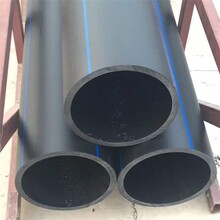
钢塑转换接头在燃气管网系统中用于钢管转换为PE塑管或PE塑管转换为钢管时的转换连接件。在转换后可以直埋于地下,避免了采用法兰连接需要有维修检查措施的弊端。
施工安装技术要求:
1、钢塑转换接头施工安装时,宜行钢管端的连接,在钢管端焊接过程中,应采用降温措施。对钢管表面进行冷却或采用间歇式焊接的方法进行施工。避免热流的传递造成转换接头的损坏。
2、PE塑管端采用热熔对接或电熔连接时,塑管两端须擦洗干净,不得有油污杂质。连接应按《CJJ63—2005》标准要求执行。
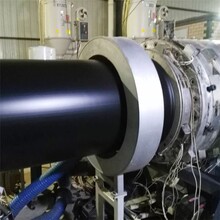
钢塑转换管件的装配工艺特点是:将聚乙烯直接注射 到变径PE管道中,将钢管的一部分转向车床,利用水平液压机推进变径PE管道,利用反作用力将固定压力套筒从钢管末端挤压到PE末端,通过液压机的模具托盘布置管道连接部分的长度,按如下方式完成装配:
(1)将聚乙烯原料从注塑机注射成型,获得变径PE管。注射压力控制在70 ~ 90MPA之间,注射温度桶温度控制在200 ~ 220之间,模具温度控制在40 ~ 50之间。
(2)对钢管正面进行车削,形成几个防分离槽,车床后放置在水平液压机的模具托盘上。
(3)启动水平液压机,水平液压机的液压顶针将变径PE管移动到模具托盘上。
(4)将定压套筒压在变径PE管道的前面,定压套筒通过反作用力将变径PE管道的内表面挤压到
技术概要
钢塑转换管件的装配工艺,将聚乙烯直接注射 到变径PE管道中,将钢管部分转向车床,利用水平液压机推进变径PE管道,利用反作用力将固定压力套管从钢管末端挤压到PE末端,通过液压机的模具托盘布置管道连接部分的长度,完成装配。本发明工艺避免了因大直径PE管道中小直径钢管而浪费PE原料。消除了寻找有力的铁拳和变径切口的时间和重复焊接,节省了大量人力、物力和时间,大大提高了生产率,生产成本降低了15%。同时,焊接对管件性能造成一定的危险,不会在焊接中造成一定程度的粉尘污染,缓解了对技术人员的迫切需求。
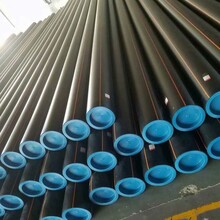
钢塑转换接头为在天然气管网系统软件中用以钢管转换为PE管或PE管转换为钢管时的转换连接件。应用钢塑转换接头,防止了采用活套法兰常常检修查验的缺点,具备更高的可信性和安全系数。管件表层防腐处理采用了3PE辐射高密度聚乙烯热收缩带对管件开展热熔维护。
PE钢塑转换接头的特点:
1、 适用于同种材料的同SDR系的所有规格尺管材的连接。
2、 适用于同种同级材料不同牌号(不同密度、不同熔流指数、不同颜色)的管材与管材的连接。
3、 可靠的连接性能,接口强度高,气密性能好,熔接性能稳定。
4、 内埋的隐蔽螺旋电热丝能有效地抗氧化及锈蚀,焊接性能的稳定。
5、 不易环境温度变化及人为因素影响。
6、 焊接工艺简单,操作易掌握,施工方便。
7、 设备投资、维修费用低。